
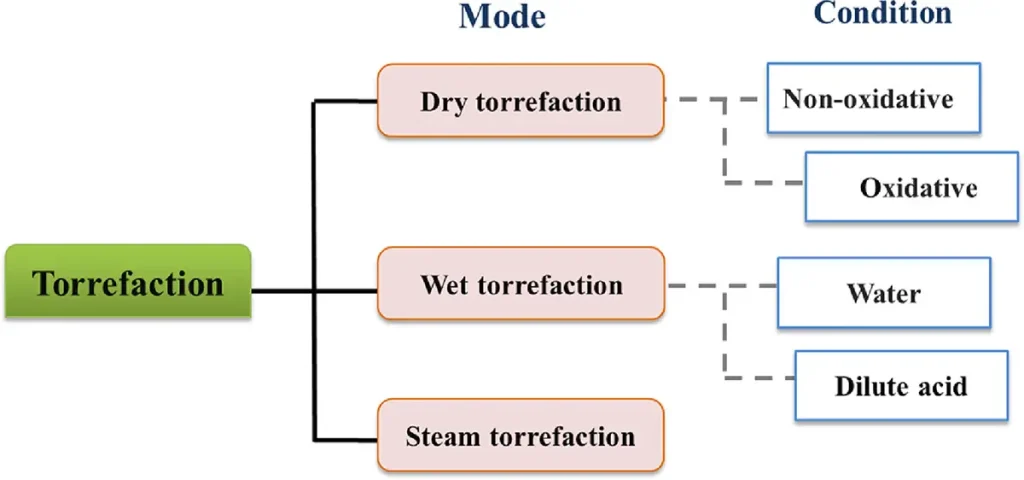
Empty Cell | Dry torrefaction | Wet torrefaction | Steam torrefaction |
Operating conditions | 200-300°C | 180-260°C | 200-400°C |
10-240 min | 5-240 min | 5-120 min | |
1 atm | 1-200 atm | 1-40 atm | |
Advantages | Easier operation | Lower reaction temperature | Suitable to wet biomass |
No post-drying | Suitable to wet biomass | No pre-drying | |
Continuous production | No pre-drying | Higher pelletability solid products | |
By-products in liquids | |||
Lower ash content in hydrochar | |||
Disadvantages | Pre-drying (We are providing dryer for this) | Post-drying | Higher energy consumption |
Comparatively higher ash content in biochar (Unique shape ensures complete combustion) | High-pressure operation | High-pressure operation | |
Corrosion of reactor by inorganic salts | |||
Challenge in continuous production |





